
Embonini yokuqandisa, izidingo zobuchwepheshe eziphansi kakhulu zamaphaneli okugcina abandayo zidonsele inani elikhulu labasebenzi kanye nokutshalwa kwezimali okukhulu. Ibhodi lokugcina abandayo libaluleke kakhulu endaweni yokugcina abandayo, ngoba indawo yokugcina abandayo ihlukile endaweni yokugcina impahla evamile, izinga lokushisa ngaphakathi kwendawo yokugcina abandayo ngokuvamile liphansi, kanti izinga lokushisa lomoya, umswakama, kanye nezidingo zemvelo ziphakeme kakhulu.
Ngakho-ke, lapho sikhetha ibhodi lokugcina izinto ezibandayo, kumelwe sinake ukulawulwa kwezinga lokushisa kwebhodi lokugcina izinto ezibandayo, uma ukukhetha ibhodi lokugcina izinto ezibandayo kungalungile, okubangela ukuthi isitoreji esibandayo ngaphakathi kube nzima ukulawula izinga lokushisa, kulula ukuholela ekuwohlokeni komkhiqizo okugcinwe endaweni yokugcina izinto ezibandayo ngaphakathi, noma ukuvumela i-compressor yesiqandisi sendawo yokugcina izinto ezibandayo isebenze njalo, ichitha izinsiza eziningi futhi ikhulise izindleko. Ukukhetha iphaneli efanele kuyindlela engcono kakhulu yokugcina indawo yokugcina izinto ezibandayo.
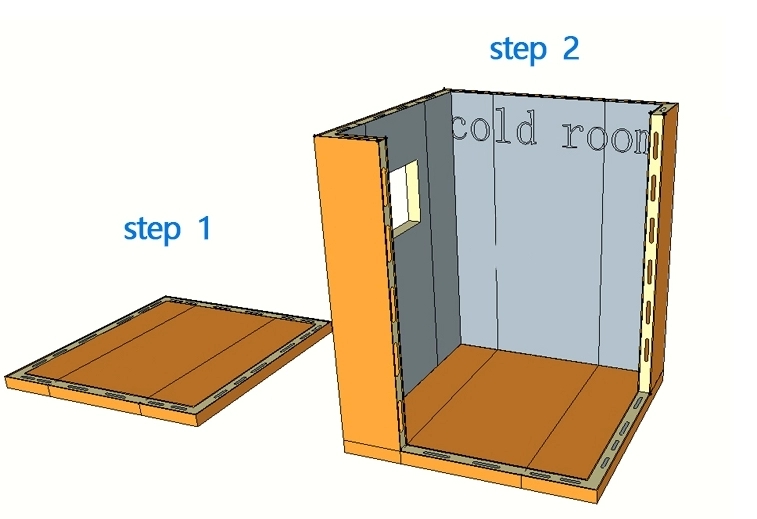
Namuhla, sizogxila kakhulu ezicini ezintathu zokufakwa kwamaphaneli okugcina izinto ezibandayo: ukufakwa kwamaphaneli odongeni, ukufakwa kwamaphaneli ophahla kanye nokufakwa kwamaphaneli ekhoneni.
Ngaphambi kokufakwa kwesitoreji esibandayo sidinga ukwenza umsebenzi wokulungiselela ohambisanayo, njengoba kusho isisho, umsebenzi muhle emsebenzini wawo kumele uqale uzuze amathuluzi awo, izinto okumele siziqinise ukuze sakhe isitoreji esibandayo sekhwalithi ephezulu. Imishini yokugcina ebandayo ihlanganisa cishe: amaphaneli okugcina ebanda, iminyango, amayunithi okupholisa, ama-evaporator okupholisa, amabhokisi okulawula, ama-valve okwandisa, amapayipi ethusi, imigqa yokulawula, izibani zomtapo wolwazi, ama-sealant, njll. Lezi zinto cishe yizo zonke izinto zokufaka isitoreji esibandayo ezizosetshenziswa, kodwa futhi nezinto ezivamile.
Uma uthutha, kubalulekile ukuthatha kalula, futhi wenze umsebenzi omuhle wezinyathelo zokulwa nokuklwebheka phansi. Ekufakweni kwepuleti kudingeka kufakwe ngokuqinile ngokwemidwebo yomklamo, ngaphambi kokufakwa kwepuleti kufanele kwenziwe inombolo enhle, ukuze ihleleke kakhudlwana. Indawo yokugcina ebandayo kufanele ifakwe nezindonga ezizungezile, uphahla, njll. ukuze kushiyeke ibanga elithile, ukuqinisekisa ukuthi umhlabathi ubushelelezi, njengendawo yokugcina ebandayo enkulu kudingeka kwenziwe umsebenzi omuhle wokulinganisa kusengaphambili. Uma kunezimbobo phakathi kwamaphaneli, kufanele kusetshenziswe i-sealant ukuqinisekisa ngokuqinile ukusebenza kokushisa kwamaphaneli nokunciphisa ukwenzeka kwento eyenzeka ngomoya. Ngemva kokufakwa kwamaphaneli ohlangothini ngalunye, udinga ukusebenzisa izingwegwe zokukhiya ukuze ulungise omunye nomunye ukuze ugcine ubuqotho bendawo yokugcina ebandayo iyonke.
一Ukufakwa kwephaneli yodonga
1. Ukufakwa kwephaneli lodonga kufanele kuqalwe kusukela ekhoneni. Ngokuhambisana nomdwebo wokubeka ipuleti, amabhodi amabili adinga ukufakwa emakhoneni endaweni yokufaka, ngokuya ngokuphakama kogongolo lwebhodi kanye nohlobo lwamabholithi e-iron fixed head mushroom nylon, bhoboza imbobo phakathi kobubanzi bebhodi endaweni yokuphakama ehambisanayo, ukubhoboza kufanele kube ngokuqondile ebusweni bebhodi, imbobo ekhanda lamabholithi e-iron nylon (umzimba webholithi le-iron nekhanda lamakhowe kufanele kuvalwe nge-sealing paste), kubekwe ekuqiniseni i-iron angle, qinisa izinga lamabholithi e-iron ukuze wenze ubuso bebhodi. Ukucindezeleka okuncane kufanelekile. Lapho ibhodi lodonga limile, kufanele lithintane nomsele webhodi ogcwele i-foam nezinye izinto ezithambile ukuvimbela umonakalo ebhodini, ibhodi lodonga elisekhoneni ezimbili kusukela emseleni webhodi ngesikhathi ngemuva kokungathathi hlangothi, kufanele lilungiswe ngokuya ngesimo sokubeka kwebhodi lodonga kanye nokuma kwebhodi, futhi lihlole ukuphakama okuphezulu kwebhodi lodonga kulungile (kusukela ekuqaleni kuze kube sekupheleni kudingeka kuhlolwe). Ngemva kokubekwa kahle kwepuleti lodonga, izingcezu zensimbi ezingodongeni zizoshintshwa emqameni wepuleti, ziboshwe ngaphakathi nangaphandle kwekhona lephakheji (ipuleti lekhona lephakheji kuzo zombili izinhlangothi zangaphakathi kanye nokuxhumana kwebhodi lomtapo wolwazi ukuze kudlale unamathiselo wokuvala). Ezingcezu zensimbi ezingodongeni lwe-welding, kufanele zimbozwe ngesivikelo ekhoneni izingcezu zensimbi zepuleti lokugcina impahla, ukuvimbela ukushiswa kwe-arc lapho izinga lokushisa eliphezulu lokushiswa lishisa ipuleti lokugcina impahla kanye nokushiswa kwe-slag epuletini lokugcina impahla.
2. Ngemva kokufakwa kwamaphaneli amabili odonga ekhoneni, qala ukufaka iphaneli yodonga elandelayo ekhoneni. Ipuleti lodonga elilandelayo kufanele lifakwe ngaphambi kokuba umhlabathi ube yi-convex groove noma i-groove yebhodi ukuze kudlale i-white sealing paste ezimbili (i-sealing paste kufanele idlalwe ekhoneni lomsele noma i-groove yebhodi), ukudlala emseleni oqondile noma i-groove inland sealing paste paste kufanele kube ukuphakama okuthile, kufanele futhi kube mnene futhi kufane njalo, indlela yokufaka ifana nepuleti lodonga lokuqala.
3, phakathi kwebhodi lomtapo wolwazi ezimbili kuqala ngesando sokushaya iphedi ebhodini lomtapo wolwazi we-polyurethane phezu kokhuni lwendawo, ukuze ibhodi nebhodi kusondelene. Amasethi amabili ezixhumi ahlanganiswa phakathi kwepuleti lodonga nepuleti lodonga, futhi amasethi amabili ezixhumi aqiniswe ngaphandle nangaphakathi kwepuleti lodonga kanye negebe lepuleti lodonga, futhi izixhumi ngaphakathi kwepuleti lodonga kufanele zibe phansi ngangokunokwenzeka ukuze ukhonkolo ukwazi ukumboza izixhumi ngemva kokuthulula. Igebe phakathi kwebhodi nebhodi kufanele ligcinwe cishe ububanzi obungu-3mm ngemva kokubhidliza nezixhumi, uma lingahlangabezani nezidingo zenuzi, ibhodi lizosuswa, unqenqema lwebhodi luzolungiswa, bese igebe lebhodi lizofakwa kabusha ukuze kuhlangatshezwane nezidingo. Lapho silungisa isixhumi, kufanele sinake ukuthi izingxenye ezimbili zesethi yezixhumi ziqiniswe onqenqemeni lwamapuleti amabili aqondile nagobile, aqiniswe ngama-rivets angu-φ5X13, ibanga lesixhumi ukuze sikwazi ukudonsa amapuleti amabili ngokuqinile njengoba kufanele. Uma uqinisa insimbi ye-wedge, isando kanye nensimbi ye-wedge ukuze ugcine iqonde phezulu, gwema ukuthinta ibhodi, izingxenye eziphezulu nezingezansi zensimbi ye-wedge kufanele ziboshwe ngokuqinile ngasikhathi sinye, ziboshwe nge-rivets ngensimbi ye-wedge.
二, ukufakwa kwepuleti eliphezulu
1. Ngaphambi kokufaka ipuleti eliphezulu, uphahla kufanele lufakwe nge-T-iron ngokwesithombe esidwetshiwe. Uma ufaka i-T-iron, i-T-iron kufanele ibekwe kahle ngokwesikhathi sohlaka oluqinile ukuqinisekisa ukuthi i-T-iron ayikhiphi ukuphambuka phansi ngemva kokufakwa kwepuleti eliphezulu. Ukufakwa kwepuleti eliphezulu kufanele kuqale kusukela ekhoneni lomzimba wendawo yokugcina impahla, futhi ngokwesithombe somdwebo wokubeka ipuleti, ipuleti lokugcina impahla kufanele liphakanyiswe liye ekuphakameni nasesimweni esibekiwe, futhi ukuphela kwepuleti elide lepuleti lokugcina impahla kufanele kubekwe epuletini lodonga kanye ne-T-iron ngokulandelana. Lungisa ukulingana kanye nokuma komugqa we-coaxial webhodi eliphezulu, ubuyekeze ukuphakama kobuso obuphansi bebhodi eliphezulu, bese ulungisa ibhodi eliphezulu nge-T-iron ngama-pull rivets, uxhume ibhodi eliphezulu nebhodi lekhoneni phakathi kwebhodi lodonga, bese uqala ukufakwa kwebhodi elilandelayo.
2, indlela yokufaka ipuleti yesibili ephezulu ngokuyisisekelo ifana nepuleti yokuqala, indlela yokuxhuma ibhodi lebhodi ngokuyisisekelo ifana nokufakwa kwepuleti lodonga. Ukuxhumeka kufanele kulungiswe ngaphandle kwendlu yokugcina impahla, uqhekeko ngalunye lwebhodi lokugcina impahla kufanele luqiniswe, kube nokuxhumeka kwebhodi lokugcina impahla okuthathu, okukodwa ekugcineni kwebhodi lokugcina impahla kanye nokukodwa ebhodini (ubude bebhodi eliphezulu bungaphansi kwamamitha angu-4, kuyatholakala nokuxhumeka kwebhodi lokugcina impahla okubili).
3. Ngemva kokufakwa kwawo wonke amapuleti aphezulu, qala ukufakwa kophahla lwe-C-beam. Ngokusho komugqa wangempela wepuleti eliphezulu, phansi kuzobekwa izingcezu zensimbi ze-mushroom head nylon bolts angle ngokwesikhala esihambisanayo esifakwe ensimbini enobunjwa be-C ophahleni. Bese ubeka uphahla lwe-C-beam endaweni ehambisanayo yepuleti eliphezulu ngokwesithombe, bese uphahla lwe-C-beam kufanele luqinisekise ukufana kanye nokuma komugqa we-coaxial. Ngemva kokulungisa indawo yophahla lwe-C-beam, vula imbobo yepuleti eliphezulu endaweni yomgodi webholithi wengxenye yensimbi ye-angle, bese uxhuma ingxenye yensimbi ye-angle nepuleti lokugcina impahla ngokuqinile ngebholithi ye-nylon yekhanda le-mushroom. Ngemuva kwalokho, hlanganisa uphahla lwe-C-beam ku-purlin nge-pendant yensimbi eyindilinga, bese ulungisa i-nut ngaphansi kwe-pendant yensimbi eyindilinga ukuze ulungise uphahla lwe-C-beam kanye nepuleti eliphezulu ekuphakameni okucacisiwe ngokwesikhundla saphansi kwepuleti eliphezulu.
三,ukufakwa kwebhodi lekhoneni
Wonke amabhodi ekhoneni okugcina izinto ezibandayo avalwe nge-sealing paste ngaphakathi kwezinhlangothi zombili kanye nokuxhumana kwebhodi. Ukufakwa kwekhoneni phakathi kwamaphaneli odonga kufanele kuqiniswe ngezigaba ukuze kube lula ukuthulula i-polyurethane foam endaweni. Ibhodi lekhoneni lebhodi eliphezulu eliqinisiwe kufanele lisikwe njalo ngama-500mm ngezikere zensimbi kanye nokuvulwa (usayizi wokuvulwa ukuze ukwazi ukungena ezintweni ze-foam uzonqoba), bese liqiniswe ebhodini eliphezulu kanye nebhodi lodonga. Ibhodi lekhoneni kufanele liqiniswe ngama-pull rivets, kanti isikhala phakathi kwama-pull rivets kufanele sigcinwe ku-100mm, kanti ama-pull rivets aqiniswe ekhoneni kufanele abe emgqeni oqondile onesikhala esilinganayo. Naka ukubhoboza ama-rivets nokusetshenziswa kwama-rivets ukulungisa ama-rivets, ithuluzi elisetshenziswayo kufanele liqonde phezulu nebhodi lekhoneni.

Isikhathi sokuthunyelwe: Meyi-23-2023





